プラスチックは機械的特性、化学的特性、および軽量性に優れているので、幅広い工学応用で徐々に金属に取って代わろうとしています。金属部品を製造するために使用されているマシニング加工法の多くは、プラスチックにも使用されます。ただし、プラスチックのマシニング加工に関するベストプラクティスは、金属をマシニング加工する場合とはかなり異なります。
プラスチックは、マシニング加工手順に影響を与える次のようなさまざまな特性を示します。
- プラスチックの熱膨張は金属の熱膨張の10倍まで進行します。
- プラスチックは、金属よりゆっくり放熱するため、局所的な過熱の危険性が高まります。
- プラスチックは金属よりかなり低い温度で軟化と融解が起こります。
- プラスチックは金属よりはるかに弾力性があります。
材料選定から適切な工具まで、送り量から安定化法まで、部品製造業者は、プラスチックをマシニング加工する際に良好な結果を得るためにさまざまな要因を考慮する必要があります。以降のガイドラインでは、特に一般的なプラスチックマシニング加工法を取り上げ、三菱ケミカルグループ製のエンジニアリングポリマーを操作するうえで役立つヒントやデータを提供します。
以下の概要を読むか、「工作機械オペレーター用ツールキット」をダウンロードしてください。この電子書籍は、さまざまな三菱ケミカルグループ製の材料に推奨される速度と工具も取り上げている、製造に関する包括的なガイドです。
一般的なプラスチックのマシニング加工プロセス
-
このセクションでは、プラスチックエンジニアリング部品をマシニング加工する最も一般的な方法を取り上げ、それぞれで最良の結果を達成するためのガイドラインとヒントを提供します。
適切なマシニング加工は、部品の寸法と性能を実現するために不可欠です。不適切なマシニング加工は、完成部品内に応力を生じさせ、その機械的特性に悪影響を及ぼし、早期部品故障の危険性を高める可能性があります。
マシニング加工中の応力の主な原因は次のとおりです。
• 切れない工具または設計が不適切な工具の使用
• 不適切な速度や送り量から発生した過剰な熱
• 大量の材料を取り除くマシニング加工(通常は、材料成形の片側から) -
ねじ切りとは何かねじ立てとは何か
ねじ立てとねじ切りは、ねじ山を作るために使用される2つのマシニング加工法です。ねじ切りはダイ工具を使用して雄ねじを切るプロセスであるのに対して、ねじ立てはタップ工具を使用してドリル穴の内側にねじを形成するプロセスです。
プラスチックと金属へのねじ切りとねじ立て
プラスチックをねじ切りまたはねじ立てする場合の主な考慮事項は、プラスチックは金属より切欠き脆性が高いということです。一部のポリマー材料は、特に、ファインピッチ手順においてねじ切り中に裂ける可能性があります。
プラスチックのねじ切りに関するヒント
プラスチックのねじ切りは、1点で超硬インサートを使用して行う必要があります。終点では0.001"の経路を4~5回たどります。冷却剤の使用を推奨します。
プラスチックのねじ立てに関するヒント
プラスチックをねじ立てする場合は、特定の2枚刃タップ付きのドリルを使用します。先端形成中はタップを清潔に保ちます。ねじ立て中の冷却剤使用も推奨します。
-
フライス削りとは何か
フライス削りは、固定されたプラスチック形状に高速の円筒状切削工具を当てて、軸上でカッターを移動させながらさまざまな方向に形状を削り取るマシニング加工法です。コンピュータによる数値制御(CNC)フライス削りは、プラスチックフライス削りの精度と効率性を高めます。
プラスチックと金属のフライス削り
プラスチックをフライス削りする場合は、作業台上の部品を適切に固定し、高速切削工具からの振動を最小限に抑えることが不可欠です。そうしなかった場合は、形状移動が原因のチャッターマークや精度の低下につながる可能性があります。
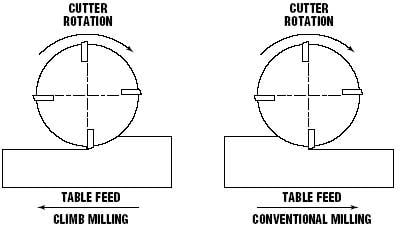
プラスチックのフライス削りに関するヒント
- 下向き削りとも呼ばれる下向きフライス削りは、上向きフライス削りより推奨されています。
- ミルベッド上の固定を十分に行うと、高速のテーブル移動や速い主軸速度が可能になります。
- 形状はきつく固定しすぎないようにする必要があります。変形したり、裂けたりする可能性があります。
- 正面フライス削りの場合は、正形状カッターボディを使用します。
-

のこ引きとは何か
のこ引きは、バンドソー、テーブルソー、またはその他の特化した機器を使用して材料を複数の断片に切削することを伴うマシニング加工法です。
プラスチックと金属ののこ引き
プラスチックと金属ののこ引きの主な違いは、軟化温度や融解温度が低いことが原因で、のこ刃から発生する熱がプラスチック部品に悪影響を及ぼす可能性があることです。プラスチックをのこ引きする際は、刃の速度、材料の温度特性、および形状の厚みを考慮することが不可欠です。
のこぎりの選定に関するヒント
- バンドソーは、用途が広く、直線カット、連続曲線カット、および不規則なカットに適しています。
- テーブルソーは、直線カットに適しており、複数の厚みや分厚い横断面(適切な馬力で最大4")のカットに使用できます。
のこ刃の選定に関するヒント
- 刃レーキが0°で刃セットが3~10°のリップと組み合わせ刃が、一般的なのこ引きで摩擦熱を削減するのに最適です。
- セットなしのホローグラインドされた丸のこ刃は、最大3/4"の厚みのスムーズなカットを実現します。
- 炭化タングステン刃は、耐久性があり、最適な表面仕上げを実現します。
-

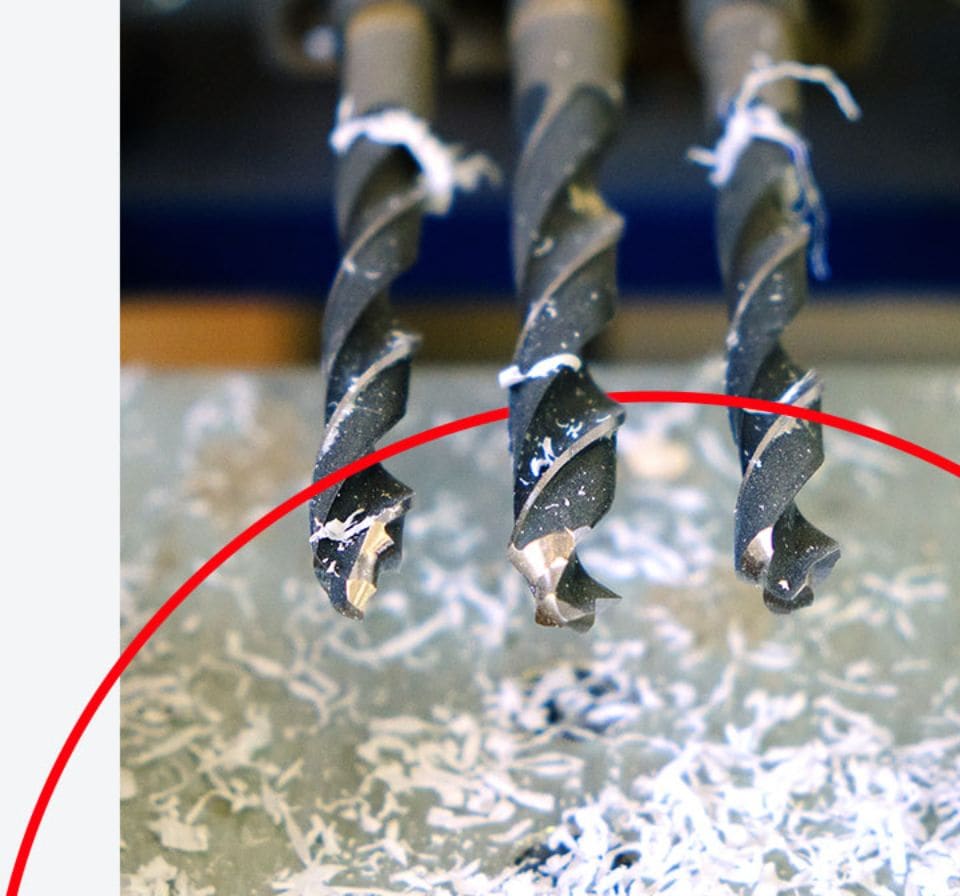
穴あけとは何か穴ぐりとは何か
穴あけは、先端がとがった螺旋状工具を使用して円筒穴や通し穴を作成するマシニング加工法です。穴ぐりは、ドリル穴を広げたり、仕上げたりするための二次プロセスです。
プラスチックと金属の穴あけと穴ぐり
穴あけ操作中、特に、穴の深さが穴の直径の2倍を超える場合は、プラスチックの断熱性を考慮する必要があります。過剰な発熱は、チッピング、粗面、および不適切な許容範囲の原因になる可能性があります。
プラスチックの穴あけに関するヒント小径穴の場合(1/32”~1”)
- 普通は、高速スチールツイストドリルで十分です。
- 削り屑の除去を改善するために、頻繁な引き抜き(ペック穴あけ)を推奨します。
- スロースパイラル(ローへリックス)ドリルを使うと、削り屑の除去を改善できます。
For large diameter holes (1” and greater)
- A slow spiral (low helix) drill or general-purpose drill bit ground to a 118° point angle with 9° to 15° lip clearance is recommended. The lip rake should be ground (dubbed off) and the web thinned.
- Avoid hand feeding - drill grabbing can result in microcracks.
- It is generally best to drill a pilot hole (maximum 1/2” diameter) using 600 to 1000 rpm and a positive feed of 0.005” to 0.015” per revolution.
- Secondary drilling at 400 to 500 rpm at 0.008” to 0.020” per revolution is required to expand the hole to larger diameters.
For especially notch-sensitive materials (such as Ertalyte® PET-P and glass reinforced materials)
- A two-step process involving both drilling and boring minimizes heat build-up and reduces the risk of cracking.
- Firstdrill a 1” diameter hole using an insert drill at 500 to 800 rpm with a feed rate of 0.005” to 0.015” per revolution.
- Next bore the hole to final dimensions using a boring bar with carbide insert with 0.015” to 0.030” radii at 500 to 1000 rpm and a feed rate of 0.005” to 0.010” per revolution.
-

旋削とは何か
旋削は、プラスチック形状が固定旋盤の周りを回転するマシニング加工プロセスです。旋削は、特に、共通の回転軸に沿って対称になっている部品のマシニング加工に有用です。
プラスチックと金属の旋削
他のプラスチックマシニング加工プロセスと同様に、旋削は熱を発生させます。プラスチック部品の破損を防ぐために、材料の温度特性とともに、回転速度、工具選定、および冷却剤のすべてを慎重に検討する必要があります。
プラスチックの旋削に関するヒント
- 旋削操作には、正形状と研磨された外周を備えたインサートが必要です。
- 研磨された外周と滑らかな上面は、一般的に、インサート上の材料堆積を減らし、表面仕上げの時間を短縮します。
- 多くの場合、プラスチック旋削操作には微粒子C-2カーバイドが推奨されています。
マシニング加工でのその他の処理
エンジニアリングプラスチックのトラブルシューティングに関するガイドライン
工作機械オペレーター用ツールキット一式のダウンロード
-
一般的なプラスチックのマシニング加工プロセス
-
このセクションでは、プラスチックエンジニアリング部品をマシニング加工する最も一般的な方法を取り上げ、それぞれで最良の結果を達成するためのガイドラインとヒントを提供します。
適切なマシニング加工は、部品の寸法と性能を実現するために不可欠です。不適切なマシニング加工は、完成部品内に応力を生じさせ、その機械的特性に悪影響を及ぼし、早期部品故障の危険性を高める可能性があります。
マシニング加工中の応力の主な原因は次のとおりです。
• 切れない工具または設計が不適切な工具の使用
• 不適切な速度や送り量から発生した過剰な熱
• 大量の材料を取り除くマシニング加工(通常は、材料成形の片側から) -
ねじ切りとは何かねじ立てとは何か
ねじ立てとねじ切りは、ねじ山を作るために使用される2つのマシニング加工法です。ねじ切りはダイ工具を使用して雄ねじを切るプロセスであるのに対して、ねじ立てはタップ工具を使用してドリル穴の内側にねじを形成するプロセスです。
プラスチックと金属へのねじ切りとねじ立て
プラスチックをねじ切りまたはねじ立てする場合の主な考慮事項は、プラスチックは金属より切欠き脆性が高いということです。一部のポリマー材料は、特に、ファインピッチ手順においてねじ切り中に裂ける可能性があります。
プラスチックのねじ切りに関するヒント
プラスチックのねじ切りは、1点で超硬インサートを使用して行う必要があります。終点では0.001"の経路を4~5回たどります。冷却剤の使用を推奨します。
プラスチックのねじ立てに関するヒント
プラスチックをねじ立てする場合は、特定の2枚刃タップ付きのドリルを使用します。先端形成中はタップを清潔に保ちます。ねじ立て中の冷却剤使用も推奨します。
-
フライス削りとは何か
フライス削りは、固定されたプラスチック形状に高速の円筒状切削工具を当てて、軸上でカッターを移動させながらさまざまな方向に形状を削り取るマシニング加工法です。コンピュータによる数値制御(CNC)フライス削りは、プラスチックフライス削りの精度と効率性を高めます。
プラスチックと金属のフライス削り
プラスチックをフライス削りする場合は、作業台上の部品を適切に固定し、高速切削工具からの振動を最小限に抑えることが不可欠です。そうしなかった場合は、形状移動が原因のチャッターマークや精度の低下につながる可能性があります。
プラスチックのフライス削りに関するヒント
- 下向き削りとも呼ばれる下向きフライス削りは、上向きフライス削りより推奨されています。
- ミルベッド上の固定を十分に行うと、高速のテーブル移動や速い主軸速度が可能になります。
- 形状はきつく固定しすぎないようにする必要があります。変形したり、裂けたりする可能性があります。
- 正面フライス削りの場合は、正形状カッターボディを使用します。
-
のこ引きとは何か
のこ引きは、バンドソー、テーブルソー、またはその他の特化した機器を使用して材料を複数の断片に切削することを伴うマシニング加工法です。
プラスチックと金属ののこ引き
プラスチックと金属ののこ引きの主な違いは、軟化温度や融解温度が低いことが原因で、のこ刃から発生する熱がプラスチック部品に悪影響を及ぼす可能性があることです。プラスチックをのこ引きする際は、刃の速度、材料の温度特性、および形状の厚みを考慮することが不可欠です。
のこぎりの選定に関するヒント
- バンドソーは、用途が広く、直線カット、連続曲線カット、および不規則なカットに適しています。
- テーブルソーは、直線カットに適しており、複数の厚みや分厚い横断面(適切な馬力で最大4")のカットに使用できます。
のこ刃の選定に関するヒント
- 刃レーキが0°で刃セットが3~10°のリップと組み合わせ刃が、一般的なのこ引きで摩擦熱を削減するのに最適です。
- セットなしのホローグラインドされた丸のこ刃は、最大3/4"の厚みのスムーズなカットを実現します。
- 炭化タングステン刃は、耐久性があり、最適な表面仕上げを実現します。
-
穴あけとは何か穴ぐりとは何か
穴あけは、先端がとがった螺旋状工具を使用して円筒穴や通し穴を作成するマシニング加工法です。穴ぐりは、ドリル穴を広げたり、仕上げたりするための二次プロセスです。
プラスチックと金属の穴あけと穴ぐり
穴あけ操作中、特に、穴の深さが穴の直径の2倍を超える場合は、プラスチックの断熱性を考慮する必要があります。過剰な発熱は、チッピング、粗面、および不適切な許容範囲の原因になる可能性があります。
プラスチックの穴あけに関するヒント小径穴の場合(1/32”~1”)
- 普通は、高速スチールツイストドリルで十分です。
- 削り屑の除去を改善するために、頻繁な引き抜き(ペック穴あけ)を推奨します。
- スロースパイラル(ローへリックス)ドリルを使うと、削り屑の除去を改善できます。
For large diameter holes (1” and greater)
- A slow spiral (low helix) drill or general-purpose drill bit ground to a 118° point angle with 9° to 15° lip clearance is recommended. The lip rake should be ground (dubbed off) and the web thinned.
- Avoid hand feeding - drill grabbing can result in microcracks.
- It is generally best to drill a pilot hole (maximum 1/2” diameter) using 600 to 1000 rpm and a positive feed of 0.005” to 0.015” per revolution.
- Secondary drilling at 400 to 500 rpm at 0.008” to 0.020” per revolution is required to expand the hole to larger diameters.
For especially notch-sensitive materials (such as Ertalyte® PET-P and glass reinforced materials)
- A two-step process involving both drilling and boring minimizes heat build-up and reduces the risk of cracking.
- Firstdrill a 1” diameter hole using an insert drill at 500 to 800 rpm with a feed rate of 0.005” to 0.015” per revolution.
- Next bore the hole to final dimensions using a boring bar with carbide insert with 0.015” to 0.030” radii at 500 to 1000 rpm and a feed rate of 0.005” to 0.010” per revolution.
-
旋削とは何か
旋削は、プラスチック形状が固定旋盤の周りを回転するマシニング加工プロセスです。旋削は、特に、共通の回転軸に沿って対称になっている部品のマシニング加工に有用です。
プラスチックと金属の旋削
他のプラスチックマシニング加工プロセスと同様に、旋削は熱を発生させます。プラスチック部品の破損を防ぐために、材料の温度特性とともに、回転速度、工具選定、および冷却剤のすべてを慎重に検討する必要があります。
プラスチックの旋削に関するヒント
- 旋削操作には、正形状と研磨された外周を備えたインサートが必要です。
- 研磨された外周と滑らかな上面は、一般的に、インサート上の材料堆積を減らし、表面仕上げの時間を短縮します。
- 多くの場合、プラスチック旋削操作には微粒子C-2カーバイドが推奨されています。
-
-
マシニング加工でのその他の処理
-
エンジニアリングプラスチックのトラブルシューティングに関するガイドライン
-
工作機械オペレーター用ツールキット一式のダウンロード

