
De plus en plus de plastiques hautes performances remplacent des matériaux comme le bronze, l'acier inoxydable, l'aluminium et la céramique. Voici les principaux arguments pour passer au plastique :
- Meilleure durée de vie des pièces
- Lubrification inutile
- Diminution de l'usure des pièces en contact
- Fonctionnement des équipements/lignes plus rapide
- Réduction de la consommation énergétique des équipements
- Tenue chmique et résistance à la corrosion et à l'inertie
- Réduction du poids
Face aux nombreux plastiques disponibles sur le marché, il peut être compliqué de choisir le plus approprié à votre application. Nous avons donc créé le guide ci-dessous pour toutes les personnes qui découvrent le monde des plastiques techniques.
1. Quel est l'objectif de l'application générale ?
2. Quelles sont les exigences thermiques du matériau plastique ?
3. À quels produits chimiques sera exposé le matériau plastique ?
-
Prédire les exigences de résistance chimique dans une application peut être difficile, car plusieurs facteurs comme la concentration, la température, la durée et la contrainte peuvent avoir une influence sur une bonne adéquation. Pour cette raison, nous recommandons de tester les matériaux dans des conditions réelles d'utilisation.
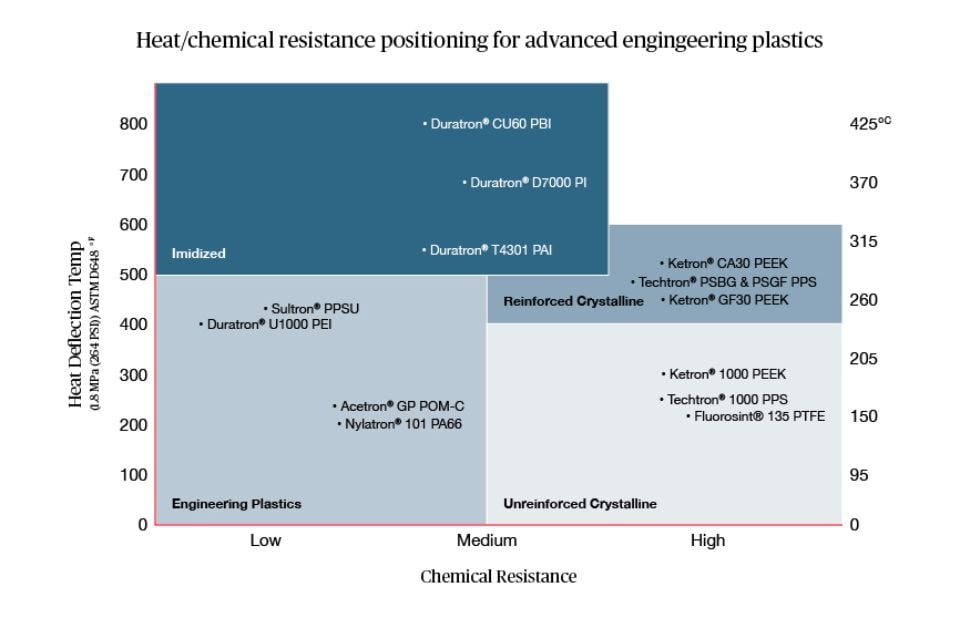
En règle générale, les thermoplastiques ont l'avantage de bien résister à une large palette de produits chimiques, et ont de bonnes chances de convenir aux spécifications de votre application.
Par exemple, le nylon, l'acétal et le PET-P Ertalyte™ ont des propriétés de résistance chimique qui conviennent généralement aux interactions avec la plupart des produits chimiques utilisés dans les applications industrielles standards. Les matériaux cristallins hautes performances tels que les PTFE chargés Fluorosint™, le Techtron™PPS et le Ketron™ PEEK conviennent davantage aux environnements chimiques plus extrêmes.
4. Autres critères à prendre en compte
5. Quel produit plastique convient le mieux à votre pièce ?
-
1. Quel est l'objectif de l'application générale ?
-
2. Quelles sont les exigences thermiques du matériau plastique ?
-
3. À quels produits chimiques sera exposé le matériau plastique ?
-
Prédire les exigences de résistance chimique dans une application peut être difficile, car plusieurs facteurs comme la concentration, la température, la durée et la contrainte peuvent avoir une influence sur une bonne adéquation. Pour cette raison, nous recommandons de tester les matériaux dans des conditions réelles d'utilisation.
En règle générale, les thermoplastiques ont l'avantage de bien résister à une large palette de produits chimiques, et ont de bonnes chances de convenir aux spécifications de votre application.
Par exemple, le nylon, l'acétal et le PET-P Ertalyte™ ont des propriétés de résistance chimique qui conviennent généralement aux interactions avec la plupart des produits chimiques utilisés dans les applications industrielles standards. Les matériaux cristallins hautes performances tels que les PTFE chargés Fluorosint™, le Techtron™PPS et le Ketron™ PEEK conviennent davantage aux environnements chimiques plus extrêmes.
-
-
4. Autres critères à prendre en compte
-
5. Quel produit plastique convient le mieux à votre pièce ?
Vous souhaitez échanger avec un expert en sélection des matériaux ? Parlez-en à nos équipes spécialisées en remplissant le formulaire de prise de contact. Nous sommes prêts à relever votre prochain défi.
Contactez-nous
