
For their mechanical, chemical, and lightweight properties, plastics are increasingly replacing metals in a wide range of engineering applications. Many of the same machining methods used to fabricate metal parts are also used for plastics. However, best practices for machining plastics differ considerably from those for metals.
Plastics exhibit a number of properties that influence machining procedures, including:
- Thermal expansion of plastics is up to 20 times greater than that of metals
- Plastics lose heat more slowly than metals, increasing the risk of localized overheating
- Softening and melting temperatures of plastics are much lower than metals
- Plastics are much more elastic than metals
From material selection to proper tooling, from feed rates to stabilizing methods, part producers must weigh a range of factors in order to achieve good results when machining plastics. The following guidelines cover the most common plastic machining methods and provide useful tips and data for working with engineering polymers from Mitsubishi Chemical Group.
Read the overview below or download our Machinist’s Toolkit e-book, a complete fabrication guide including recommended speeds and tooling for a range of Mitsubishi Chemical Group materials.
Common plastic machining processes
-
This section covers the most common methods of machining plastic engineering components, providing guidelines and tips to achieve the best results with each.
Proper machining is crucial to achieving part dimensions and performance. Improper machining can create stress within the finished part, negatively impacting its mechanical properties and risking premature part failure.
Common causes of machined-in stress include:
• Using dull or improperly designed tooling
• Excessive heat generated from inappropriate speeds and feed rates
• Machining away large volumes of material, usually from one side of the stock shape -
What is threading? What is tapping?
Tapping and threading are two machining methods used to produce screw threads. Threading is the process of using a die tool to carve external threads, where tapping is the process of using a tap tool to create threads on the inside of a drilled hole.
Threading and tapping with plastic vs. metal
A primary consideration when threading and tapping plastic is that plastics are more notch-sensitive than metals. Some polymer materials may tear during threading, especially in fine pitch procedures
Threading tips for plastic
Threading plastic should be done by single point using a carbide insert, taking four to five 0.001” passes at the end. Coolant usage is suggested.
Tapping tips for plastic
When tapping plastic, use the specified drill with a two-flute tap. Keep the tap clean of chip build-up. Use of a coolant during tapping is also suggested.
-
What is milling?
Milling is a machining method that applies a high-speed cylindrical cutting tool to a stationary plastic shape, moving the cutter on an axis to subtract from the shape in different directions. Computerized numerical control (CNC) milling refines accuracy and efficiency of plastic milling.
Milling plastic vs. metal
When milling plastic, it is crucial to properly stabilize the part on the worktable and minimize vibrations from the high-speed cutting tool – these may result in chatter marks and decreased accuracy due to the shape wandering.
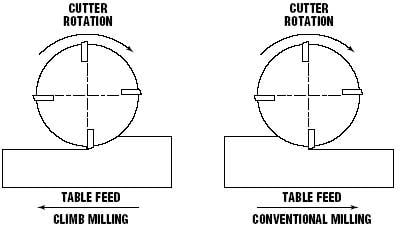
Milling tips for plastic
- Climb milling, also known as down milling, is recommended over conventional milling.
- Sufficient fixturing on the mill bed allows fast table travel and high spindle speeds.
- The shape should not be fixed too tightly, however, as it may deform or spring.
- When face milling, use positive geometry cutter bodies.
-

What is sawing?
Sawing is a machining method that involves cutting a material into multiple pieces using a bandsaw, table saw, or other specialized equipment.
Sawing plastic vs. metal
The primary difference between sawing plastic vs. metal is that the heat generated by the saw blade can negatively impact the plastic parts due to lower softening and melting temperatures. It is crucial to account for the speed of the blade, the thermal properties of the material, and the thickness of the shape when sawing plastic.
Tips for selecting a saw tool
- Band saws are versatile and perform well for straight, continuous curves, and irregular cuts.
- Table saws are convenient for straight cuts and can be used to cut multiple thicknesses and thicker cross sections – up to 4” with adequate horsepower.
Tips for selecting a saw blade
- Rip and combination blades with a 0° tooth rake and 3° to 10° tooth set are best for general sawing in order to reduce frictional heat.
- Hollow ground circular saw blades without set will yield smooth cuts up to 3/4” thickness.
- Tungsten carbide blades wear well and provide optimum surface finishes.
-

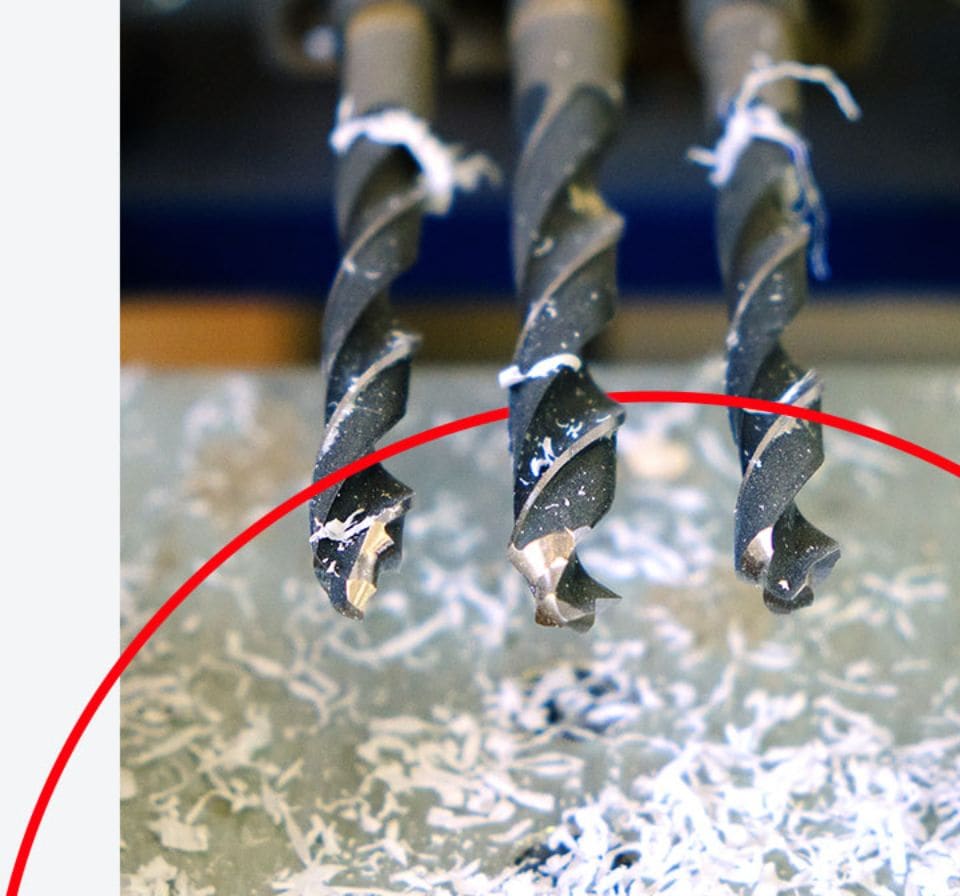
What is drilling? What is boring?
Drilling is a machining method that creates cylindrical holes and through-holes by means of a pointed helical tool. Boring is a secondary process for enlarging or finishing drilled holes.
Drilling and boring plastic vs. metal
The heat insulating characteristics of plastics require consideration during drilling operations, especially when the depth of the hole is greater than twice its diameter. Excessive heat build-up may result in chipping, rough surfaces, and inadequate tolerances.
Drilling tips for plasticFor small diameter holes (1/32” to 1”)
- High-speed steel twist drills are generally sufficient.
- Frequent pullout (peck drilling) is suggested to improve swarf removal.
- A slow spiral (low helix) drill will allow for better swarf removal.
For large diameter holes (1” and greater)
- A slow spiral (low helix) drill or general-purpose drill bit ground to a 118° point angle with 9° to 15° lip clearance is recommended. The lip rake should be ground (dubbed off) and the web thinned.
- Avoid hand feeding - drill grabbing can result in microcracks.
- It is generally best to drill a pilot hole (maximum 1/2” diameter) using 600 to 1000 rpm and a positive feed of 0.005” to 0.015” per revolution.
- Secondary drilling at 400 to 500 rpm at 0.008” to 0.020” per revolution is required to expand the hole to larger diameters.
For especially notch-sensitive materials (such as Ertalyte® PET-P and glass reinforced materials)
- A two-step process involving both drilling and boring minimizes heat build-up and reduces the risk of cracking.
- Firstdrill a 1” diameter hole using an insert drill at 500 to 800 rpm with a feed rate of 0.005” to 0.015” per revolution.
- Next bore the hole to final dimensions using a boring bar with carbide insert with 0.015” to 0.030” radii at 500 to 1000 rpm and a feed rate of 0.005” to 0.010” per revolution.
-

What is turning?
Turning is a machining process in which a plastic shape is rotated around a stationary lathe. Turning is especially useful for machining parts that are symmetrical along a common rotational axis.
Turning plastic vs. metal
As with other plastic machining processes, turning generates heat. In order to prevent damage to a plastic part, rotation speed, tool selection, and coolants should all be considered carefully along with the thermal properties of the material.
Turning tips for plastic
- Turning operations require inserts with positive geometries and ground peripheries.
- Ground peripheries and polished top surfaces generally reduce material build-up on the insert, improving the attainable surface finish.
- A fine-grained C-2 carbide is often recommended for plastic turning operations.
Additional treatments in machining
Troubleshooting guidelines for engineering plastics
Download the complete Machinist's Toolkit
-
Common plastic machining processes
-
This section covers the most common methods of machining plastic engineering components, providing guidelines and tips to achieve the best results with each.
Proper machining is crucial to achieving part dimensions and performance. Improper machining can create stress within the finished part, negatively impacting its mechanical properties and risking premature part failure.
Common causes of machined-in stress include:
• Using dull or improperly designed tooling
• Excessive heat generated from inappropriate speeds and feed rates
• Machining away large volumes of material, usually from one side of the stock shape -
What is threading? What is tapping?
Tapping and threading are two machining methods used to produce screw threads. Threading is the process of using a die tool to carve external threads, where tapping is the process of using a tap tool to create threads on the inside of a drilled hole.
Threading and tapping with plastic vs. metal
A primary consideration when threading and tapping plastic is that plastics are more notch-sensitive than metals. Some polymer materials may tear during threading, especially in fine pitch procedures
Threading tips for plastic
Threading plastic should be done by single point using a carbide insert, taking four to five 0.001” passes at the end. Coolant usage is suggested.
Tapping tips for plastic
When tapping plastic, use the specified drill with a two-flute tap. Keep the tap clean of chip build-up. Use of a coolant during tapping is also suggested.
-
What is milling?
Milling is a machining method that applies a high-speed cylindrical cutting tool to a stationary plastic shape, moving the cutter on an axis to subtract from the shape in different directions. Computerized numerical control (CNC) milling refines accuracy and efficiency of plastic milling.
Milling plastic vs. metal
When milling plastic, it is crucial to properly stabilize the part on the worktable and minimize vibrations from the high-speed cutting tool – these may result in chatter marks and decreased accuracy due to the shape wandering.
Milling tips for plastic
- Climb milling, also known as down milling, is recommended over conventional milling.
- Sufficient fixturing on the mill bed allows fast table travel and high spindle speeds.
- The shape should not be fixed too tightly, however, as it may deform or spring.
- When face milling, use positive geometry cutter bodies.
-
What is sawing?
Sawing is a machining method that involves cutting a material into multiple pieces using a bandsaw, table saw, or other specialized equipment.
Sawing plastic vs. metal
The primary difference between sawing plastic vs. metal is that the heat generated by the saw blade can negatively impact the plastic parts due to lower softening and melting temperatures. It is crucial to account for the speed of the blade, the thermal properties of the material, and the thickness of the shape when sawing plastic.
Tips for selecting a saw tool
- Band saws are versatile and perform well for straight, continuous curves, and irregular cuts.
- Table saws are convenient for straight cuts and can be used to cut multiple thicknesses and thicker cross sections – up to 4” with adequate horsepower.
Tips for selecting a saw blade
- Rip and combination blades with a 0° tooth rake and 3° to 10° tooth set are best for general sawing in order to reduce frictional heat.
- Hollow ground circular saw blades without set will yield smooth cuts up to 3/4” thickness.
- Tungsten carbide blades wear well and provide optimum surface finishes.
-
What is drilling? What is boring?
Drilling is a machining method that creates cylindrical holes and through-holes by means of a pointed helical tool. Boring is a secondary process for enlarging or finishing drilled holes.
Drilling and boring plastic vs. metal
The heat insulating characteristics of plastics require consideration during drilling operations, especially when the depth of the hole is greater than twice its diameter. Excessive heat build-up may result in chipping, rough surfaces, and inadequate tolerances.
Drilling tips for plasticFor small diameter holes (1/32” to 1”)
- High-speed steel twist drills are generally sufficient.
- Frequent pullout (peck drilling) is suggested to improve swarf removal.
- A slow spiral (low helix) drill will allow for better swarf removal.
For large diameter holes (1” and greater)
- A slow spiral (low helix) drill or general-purpose drill bit ground to a 118° point angle with 9° to 15° lip clearance is recommended. The lip rake should be ground (dubbed off) and the web thinned.
- Avoid hand feeding - drill grabbing can result in microcracks.
- It is generally best to drill a pilot hole (maximum 1/2” diameter) using 600 to 1000 rpm and a positive feed of 0.005” to 0.015” per revolution.
- Secondary drilling at 400 to 500 rpm at 0.008” to 0.020” per revolution is required to expand the hole to larger diameters.
For especially notch-sensitive materials (such as Ertalyte® PET-P and glass reinforced materials)
- A two-step process involving both drilling and boring minimizes heat build-up and reduces the risk of cracking.
- Firstdrill a 1” diameter hole using an insert drill at 500 to 800 rpm with a feed rate of 0.005” to 0.015” per revolution.
- Next bore the hole to final dimensions using a boring bar with carbide insert with 0.015” to 0.030” radii at 500 to 1000 rpm and a feed rate of 0.005” to 0.010” per revolution.
-
What is turning?
Turning is a machining process in which a plastic shape is rotated around a stationary lathe. Turning is especially useful for machining parts that are symmetrical along a common rotational axis.
Turning plastic vs. metal
As with other plastic machining processes, turning generates heat. In order to prevent damage to a plastic part, rotation speed, tool selection, and coolants should all be considered carefully along with the thermal properties of the material.
Turning tips for plastic
- Turning operations require inserts with positive geometries and ground peripheries.
- Ground peripheries and polished top surfaces generally reduce material build-up on the insert, improving the attainable surface finish.
- A fine-grained C-2 carbide is often recommended for plastic turning operations.
-
-
Additional treatments in machining
-
Troubleshooting guidelines for engineering plastics
-
Download the complete Machinist's Toolkit
Get in touch with our specialist teams by filling in the contact form. We’re ready to meet your next challenge.

